Что такое трубчатый припой в чем его достоинства
Трубчатый припой изготовляют нескольких диаметров от 1 до 5 мм. С применением трубчатого припоя значительно сокращается время выполнения пайки, так как уменьшается число движений монтажника, а также облегчается пайка в труднодоступных местах. [1]
Изготовленный трубчатый припой снимается с барабана 14, протирается тряпкой, смоченной в спирте или скипидаре, наматывается в бухты весом до 5 кг и обертывается бумагой. [2]
Диаметр трубчатого припоя определяется характером соединений. Применение трубок меньших диаметров во многих случаях способствует экономии припоя. [3]
Диаметр трубчатого припоя определяется характером соединений. Применение меньших диаметров во многих случаях способствует экономии припоя. [4]
В трубчатых припоях весьма важно соотношение количеств флюса и припоя. При электромонтажной пайке удовлетвори тельные результаты получены с трубчатыми припоями, в которых флюс составляет 2 — 3 % общего веса трубчатого припоя. Для трубчатых припоев с круглым сечением внутренний диаметр обычно в 2 раза меньше наружного диаметра. Трубчатые припои изготовляют прессованием. [5]
Промышленность выпускает трубчатый припой , заполненный канифолью. При его применении никакие дополнительные флюсы при пайке монтажных соединений не требуются. Использование трубчатого припоя значительно улучшает условия и качество пайки. Выбор диаметра трубчатого припоя определяется конструктивным видом паяного соединения. [6]
Основным преимуществом трубчатых припоев является одновременное наложение припоя и флюса на место пайки. При этом уменьшаются потери припоя и флюса; при применении кускового или проволочного припоя и отдельно флюса потери составляют около 20 % припоя и 50 % канифоли. Кроме того, плавление трубчатого припоя начинается в тот момент, когда флюс уже подогрет и находится в наиболее активном состоянии. При работе с трубчатым припоем устраняется возможность случайного загрязнения флюса. [7]
Основное преимущество трубчатых припоев состоит в том, что наложение припоя и флюса на место пайки происходит за один прием. При этом улучшается качество паек, резко увеличивается производительность труда на монтажных операциях, облегчается пайка в труднодоступных местах. [8]
Для расплавления трубчатого припоя требуется меньше тепла, чем для расплавления обычного припоя сплошного сечения, что позволяет сохранять температуру нагретого паяльника. [9]
Процесс изготовления трубчатого припоя на описанном выше приспособлении заключается в следующем. [10]
Новая партия трубчатого припоя изготовляется таким же способом, как описано выше. [11]
При применении трубчатых припоев улучшается качество паек, резко увеличивается производительность труда на монтажных операциях, облегчается пайка в труднодоступных местах. При этом существенно уменьшаются потери припоя и флюса. [12]
При применении трубчатых припоев улучшается качество паек, резко увеличивается производительность труда на монтажных операциях, облегчается пайка в труднодоступных местах. При этом существенно уменьшаются потери припоя и флюса. Кроме того, к месту пайки подается необходимое количество флюса, дозировка которого определяется конструкцией и типом трубчатого припоя. [13]
Основное преимущество трубчатых припоев состоит в том, что наложение припоя и флюса на место пайки происходит за один прием. Применение таких припоев улучшает качество паек, резко увеличивает производительность труда на монтажных операциях, облегчает пайку в труднодоступных местах. При этом существенно уменьшаются потери припоя и флюса, которые при работе кусковым или проволочным припоем и отдельно флюсом значительны — — около 20 % припоя и 50 % флюса. [15]
Припои и флюсы два в одном
Во многих ситуациях проведение пайки требует большого мастерства. В значительной мере упрощает работу совмещение функций припоев и флюсовых смесей в одном изделии.
Существует несколько видов такой продукции, каждый из которых имеет свои особенности, – это пастообразные смеси, готовый припой с канифолью, изготовленный в виде проволоки, и трубчатый припой с флюсом. Выбор определяется режимом проведения пайки, характером детали, требованиями к шовному соединению.
Проволока с канифолью

Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
В готовой проволоке с флюсом соотношение фиксировано, оговорено ГОСТом.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.

Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.
Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
Устройство трубок
Применение материалов с двойными функциями в виде трубок экономически и технологически выгодно. Расход сокращается почти на 40 %, исчезает необходимость удалять оставшийся флюс после пайки.

Трубчатый припой содержит 1, 3 или 5 внутренних каналов, в которые помещают флюс. Преимуществ использования такого вида расходных материалов несколько:
- одновременная подача в рабочую зону двух составов;
- улучшение конечного результата;
- увеличение скорости работы;
- упрощение пайки в труднодоступных участках;
- сокращение потерь средств;
- возможность строгого дозирования;
- исключение вероятности попадания грязи во флюс.

Трубки с одной внутренней полостью могут немного усложнять пайку из-за быстрого вытекания флюса в рабочую зону. При работе с многоканальными припоями, содержащими флюс, такие неприятности маловероятны.
В любом случае к использованию трубчатых изделий нужно приноровиться, научиться правильно регулировать скорость подачи припоя. В целом поступление флюса по нескольким каналам минимизирует вероятность нарушения технологии спаивания.
Работа «всухую» будет полностью исключена. Флюс по нескольким каналам попадает в рабочую зону равномерно, что приводит к улучшению качества соединения.
Состав припойного материала

В состав трубок входят как традиционные, так и специальные припои.
В качестве припойной массы для многих металлов и сплавов, в частности для меди, применяют обычный сплав из олова и свинца с эвтектическими свойствами.
Соотношение металлов может в некоторой степени варьироваться. Рекомендации по применению таких трубок, соответствуют указаниям по использованию однородных припоев из олова и свинца.
Для поверхностных монтажных работ лучше выбрать продукцию с диаметром от 0,46 до 1 мм. Для припаивания миниатюрных деталей производят припои с флюсом, содержащие добавки серебра. Максимальная температура плавления продукции составляет 188 ℃. Диаметр таких трубок бывает равным 0, 46 мм и 0, 56 мм.
Припои с оловом и медью имеют более высокие температуры плавления, достигающие 227 ℃. Содержание олова в них варьируется. Производят трубки с флюсами, в которых концентрация олова составляет 95,5 % и 99 %. В некоторых видах продукции присутствует добавка серебра.

Для пайки элементов алюминиевых ламп поставляют специальные припои с флюсами, содержащие 80 % свинца, 18 % олова и около 2 % серебра. Незначительное варьирование соотношения компонентов позволяет расширить диапазон температур плавления. Минимум составляет 178, максимум равен 270 ℃.
В качестве флюсов в состав трубок в большинстве случаев содержится очищенная канифоль. Строгое дозирование почти полностью исключает вероятность формирования остатков. Если таковые обнаруживаются после окончания работы, их можно не удалять.
При выборе расходного материала следует обратить внимание на информацию о производителе. Технология получения припоев с флюсом достаточно проста, что увеличивает вероятность подделок.
В некачественной продукции может нарушаться соотношение наружного и внутреннего компонентов. При профессиональном производстве содержание флюса обычно варьируется от 1 % до 4 % от общей массы трубки.
Советы по применению
Для работы с трубчатым расходным материалом можно взять любой паяльник. Важно, чтобы его форма и размеры обеспечивали требуемый контакт с деталями.

При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
Для полной уверенности в чистоте рабочей части паяльника можно воспользоваться специальными пастообразными средствами.
Не следует допускать перегревания рабочей зоны. Для этого важно следить как за температурой нагрева паяльника, так и за продолжительностью пайки.
Пайка печатных плат требует особого внимания. Рабочую зону сначала нужно тщательно очистить. Можно купить для этого специально предназначенные растворители.
Каждая процедура пайки деталей на плате должна длиться не более 2 с. За это время одно соединение должно быть сделано. Если времени затрачено больше, то может не хватить смачивающих возможностей флюсов. В результате прочность соединения электронных компонентов с платой ухудшится.
К обращению с трубками, содержащими припой и флюс, нужно приноровиться. Конечный результат, удобства в последующей работе оправдывают незначительные трудности вначале.
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку ��
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
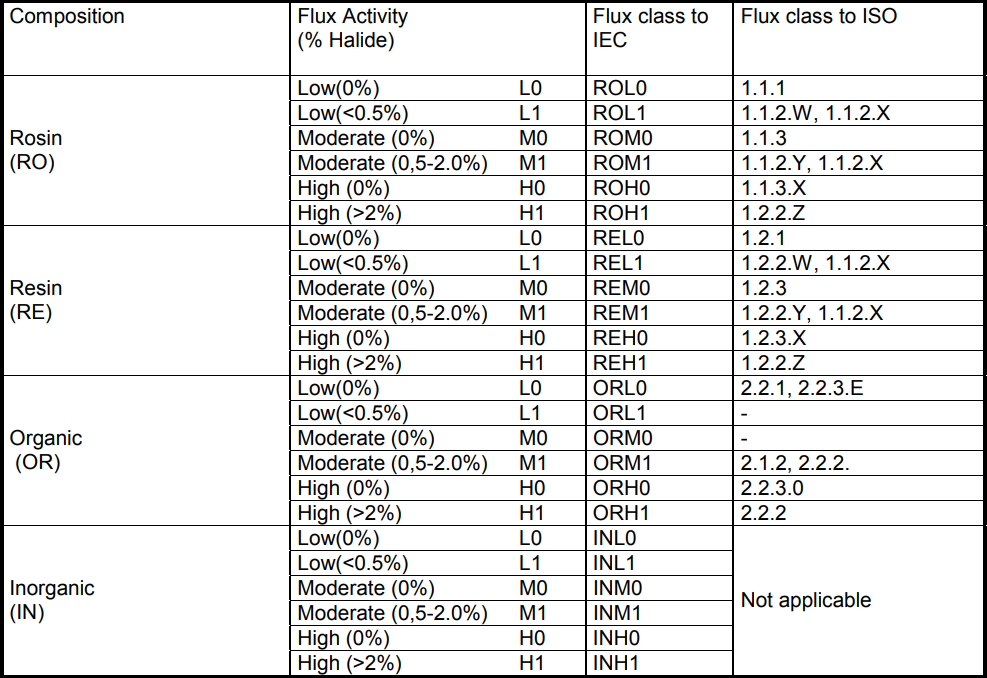
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Трубчатые припои Multicore Solders для ручной пайки
В нашей стране традиционно для ручной пайки применяют жидкий флюс и проволочный припой, однако эта технология приводит к существенному снижению надежности радиоэлектронной аппаратуры без отмывки остатков флюса. Применение многоканальных трубчатых припоев, не требующих отмывки, позволяет полностью решить эту проблему.
В настоящем разделе приведены рекомендации по выбору и применению многоканальных трубчатых припоев фирмы Multicore Solders.
Даже название фирмы Multicore Solders (Многоканальные Припои), основанной в 1939 году, говорит о многом. Одним из основных преимуществ трубчатых припоев Multicore Solders является большое количество каналов флюса (до 5) в прутке припоя. Увеличенное количество каналов флюса обеспечивает равномерное распределение флюса без пропусков по длине прутка, что предотвращает возможность пайки «всухую» – без флюса, как в случае с одноканальными припоями.
Трубчатые припои Multicore Solders разработаны для различных применений, в том числе для пайки печатных плат радиоэлектронной аппаратуры и конструкционных изделий. Производятся трубчатые припои с разным процентным содержанием и разными типами флюса, а также разного диаметра.
Состав припоя
Для изготовления трубчатых припоев фирмой Multicore Solders используются только высокочистые сплавы с минимальным количеством примесей, отвечающие требованиям всех основных национальных и международных стандартов, в том числе QQ-S-571E и J-STD-006A. Возможна поставка припоев с различными типами сплавов.
Традиционные сплавы
Традиционно в нашей стране применяются оловянно-свинцовые эвтектические припои или близкие к ним:
Для пайки компонентов поверхностного монтажа рекомендуется применять трубчатые припои диаметром в пределах 0,46 – 1,0 мм. Специально для пайки миниатюрных чип-компонентов поставляются трубчатые припои на основе сплава Sn62/Pb36/Ag2 диаметром 0,46 и 0,56 мм. Серебро добавляют для предотвращения миграции серебра, используемого при производстве чип-компонентов, в припой и для повышения прочности паяного соединения. Для других применений рекомендуются сплавы Sn60/Pb30 (аналог ПОС-61) и Sn63/Pb37.
Бессвинцовые сплавы
Требование времени – бессвинцовые сплавы широко используются при производстве трубчатых припоев:
Бессвинцовый сплав 99С по основным характеристикам является близким аналогом традиционного сплава Sn60, что позволяет полностью заменить его без значительных изменений технологического процесса.
Специальный сплав для пайки по алюминию
Фирма Multicore Solders производит трубчатые припои для конструкционной пайки и изготовления ламп:
Этот сплав обладает высокой коррозионной стойкостью по сравнению с традиционными оловянно-цинковыми припоями.
Флюс
В большинстве трубчатых припоев Multicore Solders применяются флюсы на основе химически очищенной канифоли. Такие флюсы обладают малым количеством остатков по сравнению с обычной канифолью и более высокой активностью. Удаление остатков флюсов X39, Crystal 400 и Crystal 502 после пайки является необязательным, т.к. остатки флюса обладают устойчивостью к воздействию повышенной влажности и температуры в процессе эксплуатации.
При выборе типа флюса следует учитывать совместимость флюса входящего в состав трубчатого припоя с флюсами для групповой пайки и всоставе паяльных паст, взаимная реакция флюсов разных производителей может приводить к ухудшению электрических параметров изделия или усложнению процесса отмывки. Флюсы X39, Crystal 400 и Crystal 502 полностью совместимы с паяльными пастами RM92, CR32, CR36, MP200, LF318 и LF320, а также со всеми типами флюсов для групповой пайки, не требующих отмывки, фирмы Multicore Solders. Совместимость флюсов подтверждена лабораторными исследованиями.
Для пайки поверхностей с плохой паяемостью применяются трубчатые припои с флюсом Hydro X, позволяющим эффективно паять по окисленной меди, латуни, никелю и даже мягкой стали. Флюс Hydro X обладает уникальной способностью пайки поверхностей с очень плохой паяемостью за счет применения высокоактивных галогенных активаторов. Трубчатый припой с флюсом Hydro X полностью совместим с паяльными пастами WS200 и WS300, а также флюсом для групповой пайки Hydro X/20.
Упаковка
Возможна поставка широкого диапазона диаметров трубчатых припоев с минимальными допусками на диаметр. Фирма Multicore Solders выпускает трубчатые припои 21 диаметра от 0,23 мм до 3,2 мм. Наиболее распространенные диаметры трубчатых припоев в зависимости от типа сплава приведены в таблице
Удаление остатков флюса
Трубчатые припои X39 и Crystal разработаны для технологических процессов без применения отмывки. Однако в случае необходимости удаления остатков флюса, например, вызванной жесткими условиями эксплуатации аппаратуры, наилучшие результаты достигаются при использовании промывочных жидкостей: ZESTRON FA, VIGON A200 или VIGON US. При ремонте рекомендуется использовать промывочную жидкость VIGON EFM.
Похожие публикации:
- Чем можно заменить слюду в микроволновке
- Синтезатор с экраном на котором падают ноты
- Как подключить картридер к планшету андроид
- Из какого материала изготавливаются токопроводящие жилы кабелей связи
Что такое трубчатый припой в чем его достоинства
Под действием современных требований и тенденций в производстве электроники и электронных компонентов изменились и материалы, которые используются для ручной пайки. Сейчас при ручной пайке для точного нанесения используют флюсы в аппликаторах, часто применяются удобные для некоторых приложений флюс-гели, да и спектр флюсов значительно расширился.
Но основным материалом, используемым при ручной пайке, является трубчатый припой. Виды:
- Имеют в составе сплавов: олово, свинец, серебро
- Бессвинцовый
- Припой с канифолью
Применение трубчатых припоев, содержащих флюс, не требующий отмывки, решает проблему необходимости удалять остатки жидких флюсов после пайки, так как все остатки флюса в трубчатом припое дезактивируются. При использовании жидких флюсов существует опасность, что какая-то часть, не подвергнувшаяся термообработке, останется активной на поверхности печатного узла. Использование трубчатых припоев позволяет увеличить производительность ручной пайки и в какой-то мере повторяемость результата. Мировые лидеры в производстве технологических материалов изготавливают сплав для производства трубчатых припоев очень высокого качества с малым количеством примесей. Обязательным правилом для них является указание сплава и количества примесей в сертификатах на каждую партию припоя.
Рекомендации по выбору
При выборе сплава при доработке и ремонте главное придерживаться правила – паять припоем наиболее близким желательно тем же, которым была произведена изначальная пайка. Если это трудно выяснить лучше используя оплетки для выпайки полностью удалить остатки старого припоя и провести пайку новым.
Основные рекомендации по выбору трубчатого припоя для ремонта и доработки.
- Выбирайте сплав припоя аналогичный сплаву, которым производилась основная пайка или максимально близкий;
- Выбирайте флюс с технологически совместимой основой с флюсом, которым производилась основная пайка;
- Желательно использовать трубчатый припой того же производителя, что флюс которым производилась основная пайка – максимальная совместимость основ флюса зачастую встречается именно у одного производителя;
- Если вам неизвестно какой использовался флюс при основной пайки изделия перед ремонтом или доработкой рекомендуется максимально удалить остатки старого флюса;
- Выбирайте трубчатый припой в соответствии с размерами паяемого вывода и жала паяльника.
Специальные сплавы
Кроме стандартных сплавов иногда требуются специальные сплавы для решения более сложных задач, будь то низкотемпературная пайка или конструкционная пайка, например пайка алюминия. Для этих задач производятся припои со специальными сплавами. По вопросу припоев со специальными сплавами обращайтесь к нашим специалистам.
Выбор флюса
Флюсы используемые в трубчатых припоях по своей основе аналогичны жидким флюсам. Так же некоторые типы флюсов активно применяются для ручной пайки при ремонте и опытном производстве.
Перед началом серийного применения нового типа флюса рекомендуется провести испытания на растекаемость флюса, коррозионное воздействие остатков флюса и изменение поверхностного сопротивления изоляции после пайки. Методы проведения испытаний приведены в стандарте IPC-TM-650. При выборе типа флюса следует руководствоваться требованиями стандарта IPC/ANSI-J-STD-004 («Требования к флюсам для пайки»), а также учитывать:
- Конструктивные особенности и назначение электронной техники;
- Требования заказчика к внешнему виду изделий – отмывать или не отмывать остатки флюса после пайки;
- Необходимость влагозащиты и возможность применения влагозащитных материалов без удаления остатков флюса;
- Активность флюса, достаточную для обеспечения хорошей очистки и смачивания паяемых поверхностей припоем. Чем выше пригодность к пайке компонентов и печатных плат, тем менее активный флюс можно использовать.
В процессе пайки флюсы обеспечивают растворение оксидов и сульфидов, защиту паяемых поверхностей от повторного окисления, снижение поверхностного натяжения припоя.
Рекомендации по применению
Температура жала паяльника
Оптимальная температура жала и требуемая мощность при ручной пайке зависят от конструкции паяльника и выполняемой задачи. При работе с бессвинцовыми трубчатыми припоями, имеющими температуру плавления в пределах 217 – 227°С, минимальная температура жала паяльника должна составлять 300°С. В процессе пайки необходимо избегать избыточно высокой температуры жала и чрезмерного времени пайки. Для большинства задач при работе с традиционными и бессвинцовыми припоями оптимальная температура жала паяльника составляет 315 – 370°С. В некоторых случаях хорошие результаты могут быть получены при кратковременном (до 0,5 секунд) нагреве с повышенной температурой жала 340-420°С
Рекомендуемая последовательность работы
При работе с многоканальными трубчатыми припоями пайка осуществляется с двух рук. Для того чтобы при пайке получить наилучшие результаты, рекомендуется использовать следующий процесс.
- Поднесите жало паяльника к рабочей поверхности. Жало паяльника должно контактировать одновременно с контактной площадкой платы и выводом компонента, для того чтобы прогреть обе паяемые поверхности. Избыток припоя на жале, нанесенного во время лужения, будет помогать процессу теплопередачи путем увеличения площади контакта между контактной площадкой и выводом. Необходимо не более секунды, чтобы прогреть соответствующим образом обе поверхности.
- Поднесенный в это время к месту соединения с противоположной от жала паяльника стороны пруток трубчатого припоя позволит образовать галтель припоя. Для этого необходимо около 0,5 секунды.
ВНИМАНИЕ. Если припой подавать непосредственно на жало паяльника, активные компоненты флюса будут преждевременно выгорать, и его эффективность резко уменьшается. Не подавайте избыточное количество припоя на паяное соединение. Это может привести к увеличению количества остатков флюса и ухудшению внешнего вида изделия. Рекомендуется выбирать диаметр прутка припоя равным половине диаметра жала паяльника.
Весь процесс пайки должен занимать от 0,5 до 2,0 секунд на одно паяное соединение в зависимости от массы, температуры и конфигурации жала паяльника, а также паяемости поверхностей. Избыточное время или температура могут, во-первых, истощать флюс до смачивания припоя, что может привести к увеличению количества остатков, во-вторых, увеличивают хрупкость паяного соединения.
Так как при ручной пайке используют трубчатые припои, а иногда еще и добавляют жидкие флюсы, остатки на печатном узле достаточно велики и неэстетичные. Отмывка печатных узлов нужна для удаления остатков флюсов после пайки, которые в процессе эксплуатации электронной аппаратуры могут оказать негативное воздействие на надежность печатных узлов. Так же отмывка может, вызвана требованиями к внешнему виду печатных узлов после пайки и необходимость, впоследствии, нанести влагозащитное покрытие.
В основном при данной технологии используют ручные методы отмывки, часто применяя спирто-бензиновую смесь. Она обладает крайне низкой эффективностью – плохо удаляются остатки флюсов с низким содержанием твердых веществ, не удаляются ионные водорастворимые компоненты (остатки активаторов, минеральные соли, остатки травильных растворов и электролитов).
Эффективную отмывку печатных узлов после пайки от всех типов загрязнений могут обеспечить только промывочные жидкости, специально разработанные для этих целей, например производства компании Zestron. Более подробно об этих жидкостях вы можете узнать в соответствующем разделе сайта, там вы найдете информацию по выбору и рекомендации по применению.
Упаковка и хранение
Трубчатые припои поставляются намотанными на пластиковые катушки стандартного размера весом 500 грамм. Основные популярные диаметры припоев 0,5мм, 0,8мм, 1мм и 1,5мм. Другие диаметры поставляются на заказ.
При транспортировке и хранении рекомендуется избегать сильных локальных нагревов катушек припоя, что может привести к разжижению флюса и его стеканию – появления областей с плохой паяемостью из-за обеденного количества флюса.
Трубчатые припои Multicore Solders для ручной пайки
В нашей стране традиционно для ручной пайки применяют жидкий флюс и проволочный припой, однако эта технология приводит к существенному снижению надежности радиоэлектронной аппаратуры без отмывки остатков флюса. Применение многоканальных трубчатых припоев, не требующих отмывки, позволяет полностью решить эту проблему.


В настоящем разделе приведены рекомендации по выбору и применению многоканальных трубчатых припоев фирмы Multicore Solders.
Даже название фирмы Multicore Solders (Многоканальные Припои), основанной в 1939 году, говорит о многом. Одним из основных преимуществ трубчатых припоев Multicore Solders является большое количество каналов флюса (до 5) в прутке припоя. Увеличенное количество каналов флюса обеспечивает равномерное распределение флюса без пропусков по длине прутка, что предотвращает возможность пайки «всухую» – без флюса, как в случае с одноканальными припоями.
Трубчатые припои Multicore Solders разработаны для различных применений, в том числе для пайки печатных плат радиоэлектронной аппаратуры и конструкционных изделий. Производятся трубчатые припои с разным процентным содержанием и разными типами флюса, а также разного диаметра.
Состав припоя
Для изготовления трубчатых припоев фирмой Multicore Solders используются только высокочистые сплавы с минимальным количеством примесей, отвечающие требованиям всех основных национальных и международных стандартов, в том числе QQ-S-571E и J-STD-006A. Возможна поставка припоев с различными типами сплавов.
Традиционные сплавы
Традиционно в нашей стране применяются оловянно-свинцовые эвтектические припои или близкие к ним:
Для пайки компонентов поверхностного монтажа рекомендуется применять трубчатые припои диаметром в пределах 0,46 – 1,0 мм. Специально для пайки миниатюрных чип-компонентов поставляются трубчатые припои на основе сплава Sn62/Pb36/Ag2 диаметром 0,46 и 0,56 мм. Серебро добавляют для предотвращения миграции серебра, используемого при производстве чип-компонентов, в припой и для повышения прочности паяного соединения. Для других применений рекомендуются сплавы Sn60/Pb30 (аналог ПОС-61) и Sn63/Pb37.
Бессвинцовые сплавы
Требование времени – бессвинцовые сплавы широко используются при производстве трубчатых припоев:
Бессвинцовый сплав 99С по основным характеристикам является близким аналогом традиционного сплава Sn60, что позволяет полностью заменить его без значительных изменений технологического процесса.
Специальный сплав для пайки по алюминию
Фирма Multicore Solders производит трубчатые припои для конструкционной пайки и изготовления ламп:
Этот сплав обладает высокой коррозионной стойкостью по сравнению с традиционными оловянно-цинковыми припоями.
Флюс
В большинстве трубчатых припоев Multicore Solders применяются флюсы на основе химически очищенной канифоли. Такие флюсы обладают малым количеством остатков по сравнению с обычной канифолью и более высокой активностью. Удаление остатков флюсов X39, Crystal 400 и Crystal 502 после пайки является необязательным, т.к. остатки флюса обладают устойчивостью к воздействию повышенной влажности и температуры в процессе эксплуатации.
При выборе типа флюса следует учитывать совместимость флюса входящего в состав трубчатого припоя с флюсами для групповой пайки и всоставе паяльных паст, взаимная реакция флюсов разных производителей может приводить к ухудшению электрических параметров изделия или усложнению процесса отмывки. Флюсы X39, Crystal 400 и Crystal 502 полностью совместимы с паяльными пастами RM92, CR32, CR36, MP200, LF318 и LF320, а также со всеми типами флюсов для групповой пайки, не требующих отмывки, фирмы Multicore Solders. Совместимость флюсов подтверждена лабораторными исследованиями.
Для пайки поверхностей с плохой паяемостью применяются трубчатые припои с флюсом Hydro X, позволяющим эффективно паять по окисленной меди, латуни, никелю и даже мягкой стали. Флюс Hydro X обладает уникальной способностью пайки поверхностей с очень плохой паяемостью за счет применения высокоактивных галогенных активаторов. Трубчатый припой с флюсом Hydro X полностью совместим с паяльными пастами WS200 и WS300, а также флюсом для групповой пайки Hydro X/20.
Упаковка
Возможна поставка широкого диапазона диаметров трубчатых припоев с минимальными допусками на диаметр. Фирма Multicore Solders выпускает трубчатые припои 21 диаметра от 0,23 мм до 3,2 мм. Наиболее распространенные диаметры трубчатых припоев в зависимости от типа сплава приведены в таблице
Удаление остатков флюса
Трубчатые припои X39 и Crystal разработаны для технологических процессов без применения отмывки. Однако в случае необходимости удаления остатков флюса, например, вызванной жесткими условиями эксплуатации аппаратуры, наилучшие результаты достигаются при использовании промывочных жидкостей: ZESTRON FA, VIGON A200 или VIGON US. При ремонте рекомендуется использовать промывочную жидкость VIGON EFM.
Большая Энциклопедия Нефти и Газа
Трубчатый припой изготовляют нескольких диаметров от 1 до 5 мм. С применением трубчатого припоя значительно сокращается время выполнения пайки, так как уменьшается число движений монтажника, а также облегчается пайка в труднодоступных местах. [1]
Изготовленный трубчатый припой снимается с барабана 14, протирается тряпкой, смоченной в спирте или скипидаре, наматывается в бухты весом до 5 кг и обертывается бумагой. [2]
Диаметр трубчатого припоя определяется характером соединений. Применение трубок меньших диаметров во многих случаях способствует экономии припоя. [3]
Диаметр трубчатого припоя определяется характером соединений. Применение меньших диаметров во многих случаях способствует экономии припоя. [4]
В трубчатых припоях весьма важно соотношение количеств флюса и припоя. При электромонтажной пайке удовлетвори тельные результаты получены с трубчатыми припоями, в которых флюс составляет 2 — 3 % общего веса трубчатого припоя. Для трубчатых припоев с круглым сечением внутренний диаметр обычно в 2 раза меньше наружного диаметра. Трубчатые припои изготовляют прессованием. [5]
Промышленность выпускает трубчатый припой , заполненный канифолью. При его применении никакие дополнительные флюсы при пайке монтажных соединений не требуются. Использование трубчатого припоя значительно улучшает условия и качество пайки. Выбор диаметра трубчатого припоя определяется конструктивным видом паяного соединения. [6]
Основным преимуществом трубчатых припоев является одновременное наложение припоя и флюса на место пайки. При этом уменьшаются потери припоя и флюса; при применении кускового или проволочного припоя и отдельно флюса потери составляют около 20 % припоя и 50 % канифоли. Кроме того, плавление трубчатого припоя начинается в тот момент, когда флюс уже подогрет и находится в наиболее активном состоянии. При работе с трубчатым припоем устраняется возможность случайного загрязнения флюса. [7]
Основное преимущество трубчатых припоев состоит в том, что наложение припоя и флюса на место пайки происходит за один прием. При этом улучшается качество паек, резко увеличивается производительность труда на монтажных операциях, облегчается пайка в труднодоступных местах. [8]
Для расплавления трубчатого припоя требуется меньше тепла, чем для расплавления обычного припоя сплошного сечения, что позволяет сохранять температуру нагретого паяльника. [9]
Процесс изготовления трубчатого припоя на описанном выше приспособлении заключается в следующем. [10]
Новая партия трубчатого припоя изготовляется таким же способом, как описано выше. [11]
При применении трубчатых припоев улучшается качество паек, резко увеличивается производительность труда на монтажных операциях, облегчается пайка в труднодоступных местах. При этом существенно уменьшаются потери припоя и флюса. [12]
При применении трубчатых припоев улучшается качество паек, резко увеличивается производительность труда на монтажных операциях, облегчается пайка в труднодоступных местах. При этом существенно уменьшаются потери припоя и флюса. Кроме того, к месту пайки подается необходимое количество флюса, дозировка которого определяется конструкцией и типом трубчатого припоя. [13]
Основное преимущество трубчатых припоев состоит в том, что наложение припоя и флюса на место пайки происходит за один прием. Применение таких припоев улучшает качество паек, резко увеличивает производительность труда на монтажных операциях, облегчает пайку в труднодоступных местах. При этом существенно уменьшаются потери припоя и флюса, которые при работе кусковым или проволочным припоем и отдельно флюсом значительны — — около 20 % припоя и 50 % флюса. [15]
Рекомендации по выбору и применению трубчатых припоев Multicore Solders
ОБЛАСТЬ ПРИМЕНЕНИЯ
В нашей стране традиционно для ручной пайки применяют жидкий флюс и проволочный припой, однако эта технология приводит к существенному снижению надежности радиоэлектронной аппаратуры без отмывки остатков флюса.
Применение многоканальных трубчатых припоев, не требующих отмывки, позволяет полностью решить эту проблему.
В настоящем разделе приведены рекомендации по выбору и применению многоканальных трубчатых припоев фирмы Multicore Solders. Даже название фирмы Multicore Solders (Многоканальные Припои) основанной в 1939 году говорит о многом. Одним из основных преимуществ трубчатых припоев Multicore Solders является большое количество каналов флюса (до 5) в прутке припоя.
Увеличенное количество каналов флюса обеспечивает равномерное распределение флюса без пропусков по длине прутка, что предотвращает возможность пайки «всухую» — без флюса, как в случае с одноканальными припоями.
Трубчатые припои Multicore Solders разработаны для различных применений, в том числе для пайки печатных плат радиоэлектронной аппаратуры и конструкционных изделий.
Производятся трубчатые припои с разным процентным содержанием и разными типами флюса, а также разного диаметра.
В таблице 4-1 приведены основные свойства трубчатых припоев выпускаемых фирмой Multicore Solders.
СОСТАВ ПРИПОЯ
Для изготовления трубчатых припоев фирмой Multicore Solders используются только высокочистые сплавы с минимальным количеством примесей, отвечающие требованиям всех основных национальных и международных стандартов, в том числе QQ-S-571E и J-STD-006A.
Возможна поставка припоев с различными типами сплавов:
· Традиционные сплавы:
Традиционно в нашей стране применяются оловянно-свинцовые эвтектические припои или близкие к ним:
Тип сплава по J-STD-006 (Multicore)
Для пайки компонентов поверхностного монтажа рекомендуется применять трубчатые припои диаметром в пределах 0,46 — 1,0 мм. Специально для пайки миниатюрных чип-компонентов поставляются трубчатые припои на основе сплава Sn62/Pb36/Ag2 диаметром 0,46 и 0,56 мм.
Серебро добавляют для предотвращения миграции серебра, используемого при производстве чип-компонентов, в припой и для повышения прочности паяного соединения. Для других применений рекомендуются сплавы Sn60/Pb30 (аналог ПОС-61) и Sn63/Pb37.
· Бессвинцовые сплавы:
Требование времени — бессвинцовые сплавы широко используются при производстве трубчатых припоев:
Тип сплава Multicore
Бессвинцовый сплав 99С по основным характеристикам является близким аналогом традиционного сплава Sn60, что позволяет полностью заменить его без значительных изменений технологического процесса.
· Специальный сплав для пайки по алюминию:
Фирма Multicore Solders производит трубчатые припои для конструкционной пайки и изготовления ламп:
Тип сплава Multicore
Этот сплав обладает высокой коррозионной стойкостью по сравнению с традиционными оловянно-цинковыми припоями.
· Технические характеристики припоев Multicore Solders:
Подготовка к работе:
Паяльник. Жало паяльника может быть разной формы и размера для наилучшего контакта и передачи тепла к паяемым поверхностям.
Жало паяльника должно быть облужено, для этого может быть использован трубчатый припой. Однако, процесс лужения
зависит в значительной степени от состояния жала. Если жало в плохом состоянии, его необходимо предварительно очистить с
помощью смоченной водой специальной губки, входящей в состав паяльной станции. Для очистки сильно окисленных жал
паяльников можно использовать пасту для очистки и лужения наконечников: ТТС-1.
Температура жала паяльника. Оптимальная температура жала и требуемая мощность при ручной пайке зависят от конструкции
паяльника и выполняемой задачи. При работе с бессвинцовыми трубчатыми припоями, имеющими температуру плавления
в пределах 217 — 227°С, минимальная температура жала паяльника должна составлять 300°С. В процессе пайки необходимо
избегать избыточно высокой температуры жала и чрезмерного времени пайки. Для большинства задач при работе с
традиционными и бессвинцовыми припоями оптимальная температура жала паяльника составляет 315 — 370°С.
В некоторых случаях хорошие результаты могут быть получены при кратковременном (до 0,5 секунд) нагреве с повышенной
температурой жала 340-420°С
Печатные платы и компоненты. Чистота поверхности печатных плат и компонентов является одним из важнейших
факторов влияющих на процесс пайки. Оксиды и другие поверхностные загрязнения существенно ухудшают смачиваемость
припоем и передачу тепла от жала паяльника к паяемым поверхностям, увеличивая время пайки. Печатные платы с
длительным сроком хранения для улучшения паяемости могут быть подвергнуты предварительной очистке с помощью
специальных растворителей, например, VIGON SC 200, ZESTRON SD 100, ZESTRON SD 301.
Похожие публикации:
- Какой метод измерения реализует автоматический потенциометр
- Контактор к3 22nd10 как разобрать
- Мощность чего измеряется в магнитудах
- Отражение зеркала в зеркале как называется
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:
Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
- Производство и разработка электроники
- DIY или Сделай сам
- Электроника для начинающих
Что такое бессвинцовый припой

Бессвинцовый припой для пайки печатных плат — в чем его отличия от свинцового припоя? Многие начинающие радиолюбители думают о пайке как о чем-то таком, что под силу только профессионалам. Но на самом деле это может оказаться легким процессом для изучения, если вы хотите этому научится.
Но в действительности, освоить монтаж и пайку компонентов без специального оборудования и длительного обучения вполне возможно. Эта статья призвана дать вам все, что вам нужно знать о бессвинцовых припоях, а также припоях, в которых присутствует определенный процент свинца.

Что такое бессвинцовый припой и свинцовый?
Бессвинцовый припой — это элемент, который производится без каких-либо токсичных материалов. Их также называют нетоксичными припоями, потому что они не содержат элементов тяжелых металлов, которые могут вызвать проблемы со здоровьем. Есть два типа бессвинцовых припоев; мягкий и жесткий. Мягкий материал содержит более 50% серебра, а твердый — менее 10%. Оба типа этого материала для пайки сегодня широко используются.

Свинцовый припой — это свинец и олово. Он используется для большинства процессов производства электроники, таких как сборка печатных плат, монтаж компонентов SMT и т.д. Основным преимуществом использования свинцового припоя является формирование прочных соединений с другими металлами, такими как медь и алюминий. Однако из-за экологических проблем производители переходят на бессвинцовые припои вместо свинцового. К ним относятся эвтектика SnPb, олово — серебро и чистое золото.
Преимущества использования свинцовых припоев
Свинцовый имеет несколько преимуществ по сравнению с тем, чем обладает бессвинцовый припой. Некоторые из них перечислены ниже:
Формирование прочных соединений между разными металлами
Это означает, что материал для пайки, в составе которого есть свинец, обеспечивает лучшую электропроводность между различными металлами. Например, свинцовый материал обеспечивает хорошее соединение меди и никелированной стали. Напротив, бессвинцовый припой не подходит для этих металлов.
Легкость в использовании
В отличие от бессвинцового припоя, свинцовый сплав перед нанесением не требует применения флюсов или чистящих средств. Вы просто наносите паяльную пасту прямо на поверхность, где хотите соединить провода. После нагрева расплавленный металл стекает в зазоры между концами проводов. После охлаждения состав затвердевает, образуя прочную связь.

Отличная смачиваемость
Свойство смачивания свинцового припоя облегчает обтекание небольших отверстий и узких пространств. В результате это позволяет быстро и легко устанавливать соединения.
Низкая точка плавления
При сравнении свинцового припоя с припоем без свинца, температура плавления свинцового сплава выше 183°С, тогда как бессвинцовый припой плавится при 165°С. Поэтому свинцовый припой не подходит для высокотемпературных применений.
Ремонт и переделка
Поскольку свинцовый припой образует более прочные соединения, повторная переделка становится затруднительной. Вот почему важно выбрать правильный тип материала для пайки в зависимости от области применения. Если вы планируете повторно использовать плату после пайки, то покупайте свинцовый. В противном случае приобретите бессвинцовый припой.
Читайте также: ChatGPT что это?
Недостаток использования свинцового припоя

Хотя свинцовый припой имеет множество преимуществ, есть и некоторые недостатки. Вот некоторые из них:
Токсичные пары, образующиеся при плавлении
При нагревании свинцовый припой выделяет ядовитые газы, называемые цианистым водородом и оксидом углерода. При неправильном обращении эти газы могут представлять серьезную опасность для жизни человека.
Поэтому всегда необходимо устанавливать надлежащие системы вентиляции.
Плохие теплоотводящие свойства
Высокое термическое сопротивление свинцового припоя затрудняет отвод избыточного тепла, выделяемого во время пайки. В результате легко происходит перегрев, вызывающий повреждение расположенных поблизости электронных устройств.
Высокий риск возгорания
Воспламеняемость свинцового припоя значительно увеличивается при контакте с воздухом. Следовательно, при работе со свинцовым припоем необходимо соблюдать осторожность.
Дорогостоящий
По сравнению с другими припоями свинцовый припой стоит намного дороже. Это может стоить от 0,50 доллара за 45 гр. до более 1 доллара за этот же вес. Эта разница в цене во многом зависит от степени чистоты выбранного припоя. Чем ниже процент примесей в сплаве, тем дешевле продукт.
Свинец и бессвинцовый припой: пояснение
Чтобы понять, как работает свинцовый припой, давайте сначала посмотрим, что происходит в случае использования бессвинцового припоя. Когда бессвинцовый припой вступает в контакт с кислородом, на его поверхности образуется оксидный слой, предотвращающий дальнейшее окисление.
Этот процесс продолжается до тех пор, пока припой не достигнет комнатной температуры. На этом этапе состав полностью окислился и больше не может образовывать прочных соединений. Чтобы предотвратить такие проблемы, производители разработали несколько типов припоев, не содержащих свинца, это олово-серебро, олово-медь и олово-цинк.
Эти три типа бессвинцовых припоев различаются в основном своим составом. Следующие пункты демонстрируют различия между свинцовым и бессвинцовым припоем.

1. Олово-серебро
Этот вид припоя содержит не только олово, но и серебро. Серебро действует как катализатор, который помогает уменьшить количество кислорода, присутствующего в припое. Кроме того, серебро также улучшает электропроводность соединения. С другой стороны, олово служит основным металлом, обеспечивающим прочность соединения. Он также снижает вероятность коррозии, действуя как защитный агент от влаги.
2. Медьсодержащий сплав

Припой SnCu состоит как из олова, так и из меди. Медь здесь играет две роли; одна состоит в повышении механической прочности припоя, а другая — в повышении его электропроводности. Однако, поскольку медь дороже олова, большинство производителей используют в своей продукции лишь небольшие количества меди.
3. SnZn — сплав олова и цинка
Припой SnZn вместе с оловом содержит цинк. Цинк используется, потому что он снижает температуру плавления припоя. Поскольку цинк дешевле олова, многие компании предпочитают использовать цинк вместо олова.
Причины, при которых используется бессвинцовый припой
Существуют различные причины, при которых у вас может возникнуть необходимость перейти в процессе производства печатных плат с традиционного свинцового на бессвинцовый припой. Вот некоторые из них:
Более низкая стоимость
Поскольку бессвинцовый припой стоит намного дешевле, чем свинцовый, малым предприятиям становится проще позволить себе новую технологию. Более того, по сравнению с обычными методами, бессвинцовая пайка требует меньше операций и экономит время и деньги.
Экологически чистый
В отличие от свинцового, бессвинцовый припой не выделяет токсичных паров или отходов. Следовательно, нет необходимости вывозить эти отходы на свалки. Кроме того, в отличие от свинцового, бессвинцовый припой не может загрязнять источники воды.
Читайте также: Принципиальная схема электронных часов
Безопасная работа
При работе со свинцовым составом всегда есть вероятность получить ожог из-за его высокой горючести. Но если вы работаете с бессвинцовым припоем, то шансы получить травму очень низки.
Отсутствие загрязнения окружающей среды
Как упоминалось ранее, свинцовый припой во время расплавления выделяет вредные газы и остатки. Такие вещества загрязняют окружающую среду и вызывают серьезную опасность для здоровья. Однако, если использовать бессвинцовый припой, то нет риска загрязнения окружающей среды.
Как выбрать лучшее решение для пайки?
Выбор подходящего типа припоя зависит от того, как часто вы планируете выполнять паяльные работы. Если вы собираетесь ремонтировать только время от времени, то свинцового припоя будет достаточно. Однако, если вам нужно часто паять, то припой без свинца может оказаться более полезным. Следующие факторы могут помочь вам решить, что лучше всего подходит для ваших нужд: свинцовый или бессвинцовый припой:
Форма
Существуют различные типы припоя, включая проволоку, прутки, шарики, пасту и преформы. У каждой формы есть свои достоинства и недостатки. Например, при использовании пруткового или сферического припоя у вас больше возможностей контролировать количество используемого припоя.
С другой стороны, пастообразный припой имеет тенденцию растекаться, что затрудняет его использование в труднодоступных местах. Припой для преформ поставляется в качестве опции, которая устраняет проблему, связанную с растеканием.
Это также обеспечивает лучший контроль над количеством нанесенного материала. Кроме того, предварительно отформованный припой не выделяет токсичных паров, подобно таким, которые выделяются расплавленным припоем.
Стоимость
Если вас беспокоит стоимость, то цены на бессвинцовый припой, обычно ниже, чем на их аналоги. Это связано с тем, что их производство обходится дешевле. Кроме того, поскольку они не содержат опасных материалов, они требуют меньше мер безопасности.
Безопасность пайки
Если вы хотите обеспечить безопасную пайку, используйте бессвинцовый припой. Эти продукты не содержат вредных химикатов, таких как кадмий, ртуть, мышьяк и т.д. Они также исключают возможность образования опасных паров. Более того, бессвинцовый припой не вызывает проблем со здоровьем, в отличие от свинцового аналога, который содержит тяжелые металлы.
Требования к монтажу
Выбирая свинцовый припой, помните, что он хорошо работает при соединении двух разных типов металлических поверхностей. Сюда входят медь и латунь, а также алюминий и нержавеющая сталь. С другой стороны, бессвинцовый припой имеет более широкий диапазон применения, включая, среди прочего, использование таких металлов, как олово и серебро, никель и золото.
Размер
По размеру свинцовый сплав для пайки больше бессвинцового припоя. Вы найдете их в размерах от 12 гр. до 30 грамм. В то время как бессвинцовый припой варьируется от 6 гр. до 60 грамм, в зависимости от предпочтений производителя.
Доступность
Если вы живете рядом с магазином электроники, то покупка бессвинцового припоя непосредственно у них может быть удобной. С другой стороны, покупка этого материала в Интернете может потребовать некоторых усилий и дополнительных затрат на доставку. Поэтому перед покупкой ознакомьтесь со всеми доступными вариантами, чтобы не купить то, что не соответствует вашим требованиям.
Заключение
И свинцовый, и бессвинцовый припой имеют свои преимущества и недостатки. Решая, какой материал для пайки лучше всего подойдет для ваших проектов по производству печатных плат, подумайте о стоимости, безопасности, требованиях к монтажу и простоте выполнения, прежде чем останавливаться на одном конкретном бренде.